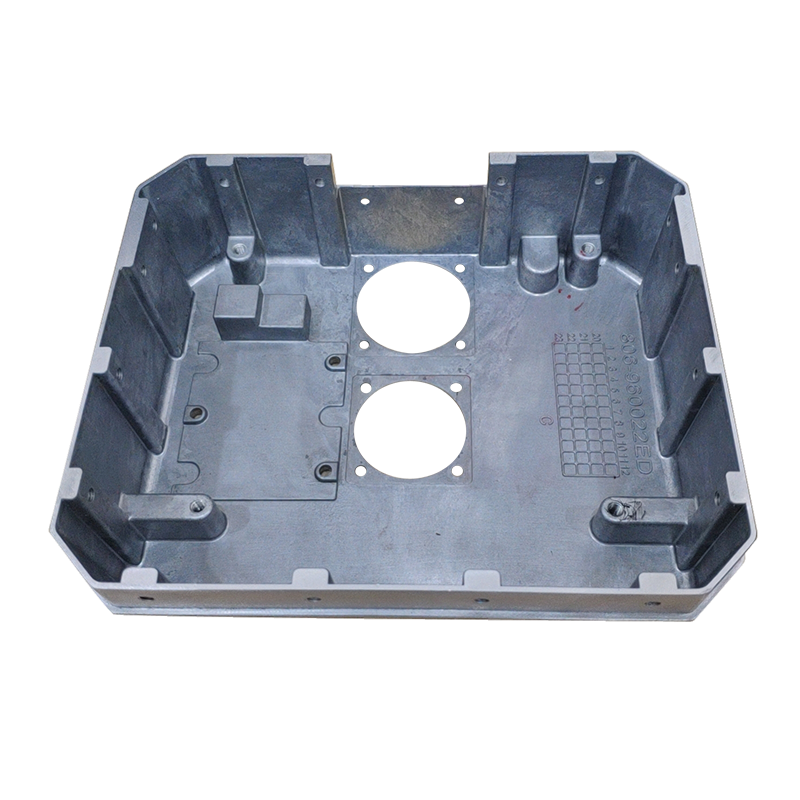
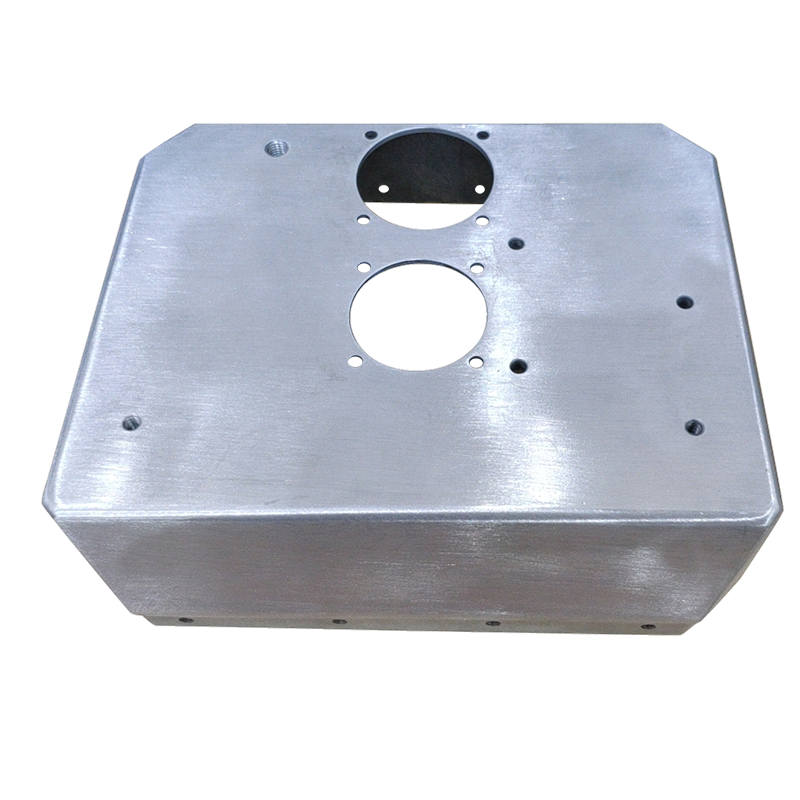
כיסוי אחורי יציקת אלומיניום של קופסת חשמל
מפרט טכני
Kingrun Technology היא המקור המלא שלכם ליציקות. השירותים שלנו כוללים:
עיצוב וייצור תבניות
יציקת אלומיניום מ-0.5 ק"ג עד 8 ק"ג, גודל מקסימלי 1000 * 800 * 500 מ"מ
גימור יציקה באמצעות עיבוד שבבי CNC חדיש
טיפול פני השטח כולל הסרת שבבים, ליטוש, ציפוי שיחה, ציפוי אבקה וכו'.
הרכבה ואריזה: קרטון, משטח, קופסה, ארגזי עץ וכו' בהתאמה אישית לפי דרישות הלקוחות.
פרויקטים של קינגרון מכסים מגוון רחב, כולל:
מוצרי תקשורת 5G
מוצרי אלקטרוניקה
רכיבי רכב
תְאוּרָה

כלי עיצוב וסימולציה
● PRO-E, Solid Works, UG או מתרגמים לפי הצורך.
● ייעוץ לתכנון יציקות.
● Flow3D, Castflow, לסימולציה של זרימה ותרמית.
● יצירת אב טיפוס בתבניות רכות או בתהליכי יציקה חלופיים.
● ניתוח ותכנון שערים לזרימה ותכונות אופטימליים
● תהליך סקירה פנימי של החלטות עיצוב ותכנון.
● בחירת סגסוגת בהתאם לדרישות התכונות.
● תכנון בשילוב עם דרישות מאפייני החלק.
בדיקת מוצר מוגמר
בדיקת מידות באמצעות קליברים, מד גובה ו-CMM
בדיקה תרמית של 100% באמצעות קו בדיקה תרמית אוטומטי כדי להבטיח ביצועים
בדיקה ויזואלית מתבצעת כדי לוודא שאין פגמים קוסמטיים
FAI, RoHS ו-SGS תמיד מסופקים ללקוח
שאלות נפוצות על תהליך יציקת גז
מהי יציקת תא קר?
תא קר מתייחס לטמפרטורה היחסית של מנגנון ההזרקה. בתהליך יציקת תא קר, המתכת מותכת בכבשן חיצוני ומועברת למנגנון ההזרקה כאשר המכונה מוכנה לייצור יציקה. מכיוון שיש להעביר את המתכת למנגנון ההזרקה, שיעורי הייצור בדרך כלל נמוכים יותר מתהליך יציקת תא חם. אלומיניום, נחושת, חלק מהמגנזיום וסגסוגות אבץ בעלות תכולת אלומיניום גבוהה מיוצרות בתהליך יציקת תא קר.
מהן שיטות תכנון טובות עבור חלקים יצוקים?
• עובי דופן – יציקות יציקה נהנות מעובי דופן אחיד.
• משיכה – נדרשת משיכה מספקת כדי לחלץ את היציקה מהתבנית.
• פילטים – כל הקצוות והפינות צריכים להיות בעלי פילטה/רדיוס.